
YZF-R125(5D7W)にスタンドフックを付けるためには、スイングアームの台座にねじ穴を加工する必要があります。
ヤマハで使用されているスタンドフックのねじサイズは、M6のピッチ1.0。
このねじ穴をドリルとタップを使って加工します。
この記事より、以下を知ることができます。
- ねじ穴の加工の手順
- 台座の真ん中に穴を開ける方法
- ねじの加工方法
- 加工後の状態
| 作業日 | 2023年6月17日 |
| 目的 | チューング・カスタマイズ |
| Shop or DIY | DIY |
| 難易度 | |
| 作業時間 | 6時間以内 |
| 費用 | 3,124円 |
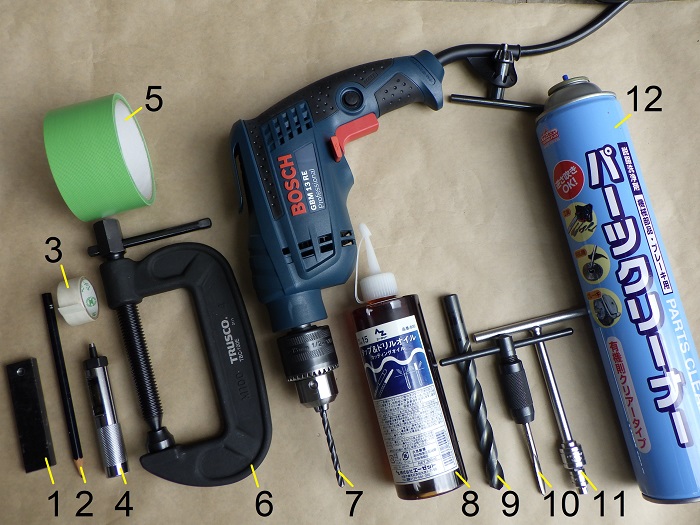
1. 使うもの
| No. | 名称 | メーカー・ブランド | 型番 | 数量 | 金額[円] | 今回購入 |
| 1 | ガイドバー | – | – | 1 | (100) | |
| 2 | 鉛筆 | – | – | 1 | (100) | |
| 3 | マスキングテープ | – | – | 1 | (100) | |
| 4 | 穴あけポンチ(φ4) | ストレート | 19-569 | 1 | 3,950 | |
| 5 | 養生テープ | – | – | 1 | (100) | |
| 6 | シャコ万力 | トラスコ | TBC-100E | 1 | 2,179 | ○ |
| 7 | 5.0mm刃 (+電動ドリル) | 三菱マテリアル | BTSDD0720 | 1 | 945 | ○ |
| 8 | 切削油 | エーゼット | 800 | 1 | 880 | |
| 9 | 13mm刃 | 三菱マテリアル | BSDD1300 | 1 | 2,739 | |
| 10 | タップ(M6×1.0) (+ハンドル) | – | – | 1 | 373 | |
| 11 | ソケット(5.5mm) (+変換ソケット・Tハンドル) | KTC | B2-055W | 1 | 800 | |
| 12 | パーツクリーナー | – | – | 1 | (300) | |
| 12,566 | 3,124 |
2. スタンドフックのねじ加工(STEP 1~23)
スタンドフックの台座

<スタンドフックの台座>
スイングアームの後方、チェーン調整ボルトの少し手前にある丸い突起が、スタンドフックの台座です。
ここにドリルで穴を開け、ねじを加工します。
ドリルで穴を開けると簡単に芯が1mm位ずれてしまうので、台座の真ん中に開ける方法を考えます。
ガイドバー
こんなものを作ってみました。
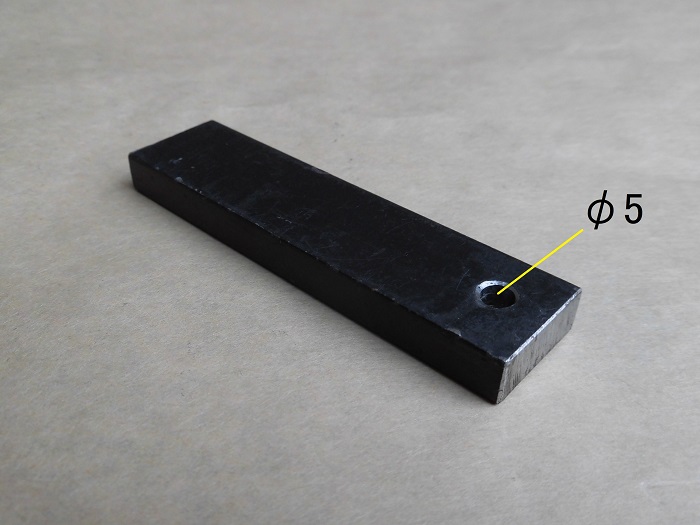
<ガイドバー>
5mmの穴を開けたガイドバー。
ドリルの位置がずれないよう、ガイドをあてがうことにしました。
フラットバーを使ったのはシャコ万力で、スイングアームに挟めるようにするため。
これを使えば、穴の芯ずれは最小限に抑えられるはず。
リアホイール外し
では、作業を始めます。

<リアホイール外し>
ガイドバーをスイングアームに当て易くするため、リアホイールを外します。
本来、穴開け・ねじ加工だけならば、外す必要はありませんが、万全を期します。
リアホイールの外し方は、別途まとめます。
リアホイールを外した状態

<リアホイールを外した状態>
スイングアームだけなので、スッキリしています。
アームは左右で形が違いますが、内側の肉抜きも全然違うんですね。
これで、左右の剛性バランスをとっているのでしょうか。
以下、断りがなければ、写真は左側のものとなります。
穴位置の印付け 1
M6のねじを加工するため、下穴として、5mmの穴を開けます。

<穴位置の印付け 1>
鉛筆で台座にφ4の印を付けます。
この時点で、芯がずれてしまったら意味がないので慎重に印を付けます。
マスキングテープ準備

<マスキングテープ準備>
穴開けポンチで、マスキングテープにφ4の穴を開けます。
穴位置の印付け 2
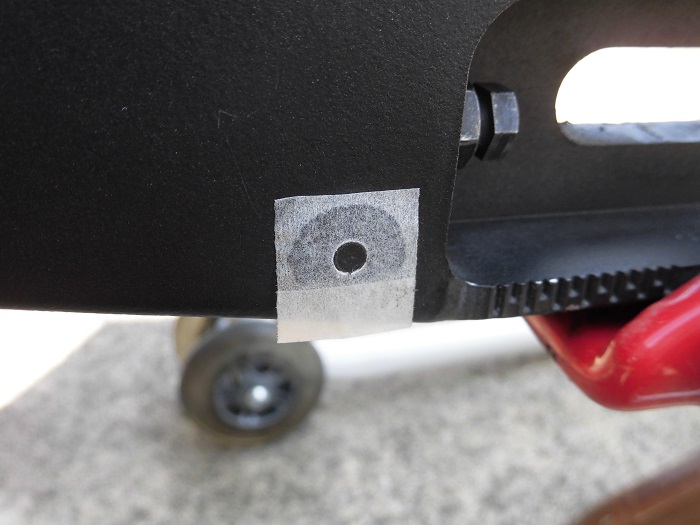
<穴位置の印付け 2>
鉛筆だと目立たないので、STEP 6で準備したマスキングテープを貼り付けます。
ガイドバー養生

<ガイドバー養生>
スイングアームに傷を付けないよう、ガイドバーに養生テープを3回転程、巻き付けます。
ガイドバー設置 1

<ガイドバー設置 1>
マスキングテープの穴にガイドバーの穴を合わせます。
そして、シャコ万力でスイングアームにガイドバーを挟みます。
ガイドバー設置 2

<ガイドバー設置 2>
スイングアームに傷を付けないよう、内側には木の板を挟みました。
穴の向き確認
ドリルをガイドバーに逆さまに挿して、穴の向きを確かめました。
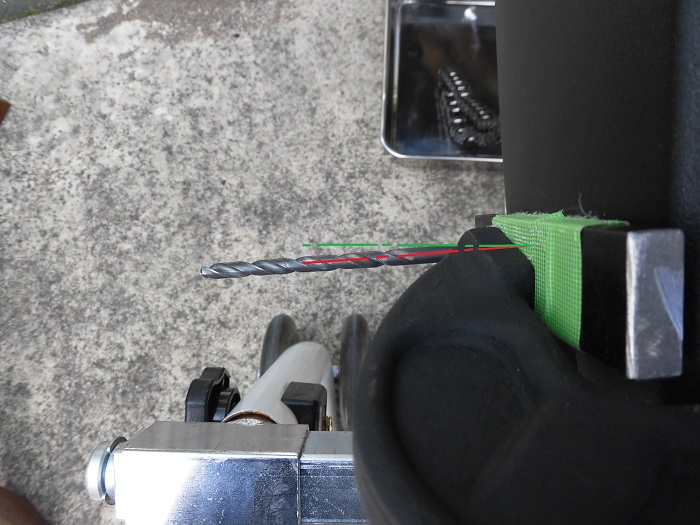
<穴の向き確認>
スイングアームの向きに対して、ドリルはあさっての方向を向いています。(笑)
このまま穴を開けたら、スタンドフックが傾いてしまいます。
仕方がないので、スイングアームの表面に2, 3mmだけ穴を開け、そのあとはガイドバーを外すことにします。
穴開け 1

<穴開け 1>
5mmのドリルを付けた電動ドリルをガイドバーの穴に差し込み、少しだけ穴を開けます。
そして、ガイドバーを外します。
穴を開けた状態 1

<穴を開けた状態 1>
大体狙い通りの位置に穴が開きました。
多少芯がずれていますが、ガイドバーなしでは、この位置に開けることはできなかったでしょう。
穴開け 2

<穴開け 2>
ガイドバーなしで、電動ドリルで穴を開けます。
切削油を付けながら、台座に対して垂直に開くように慎重に進めました。
穴の深さは以下を考え、20mmとしました。
- スタンドフックのねじの長さ:13mm
- タップのねじ加工ができる深さ:刃先より7mm程
また、ドリルの刃先から20mmの位置にマスキングテープを貼り付け、穴の深さの目安としました。
穴を開けた状態 2

<穴を開けた状態 2>
こんな感じで穴が開きました。
自分としては大成功。
大きく芯はずれませんでした。
切削片
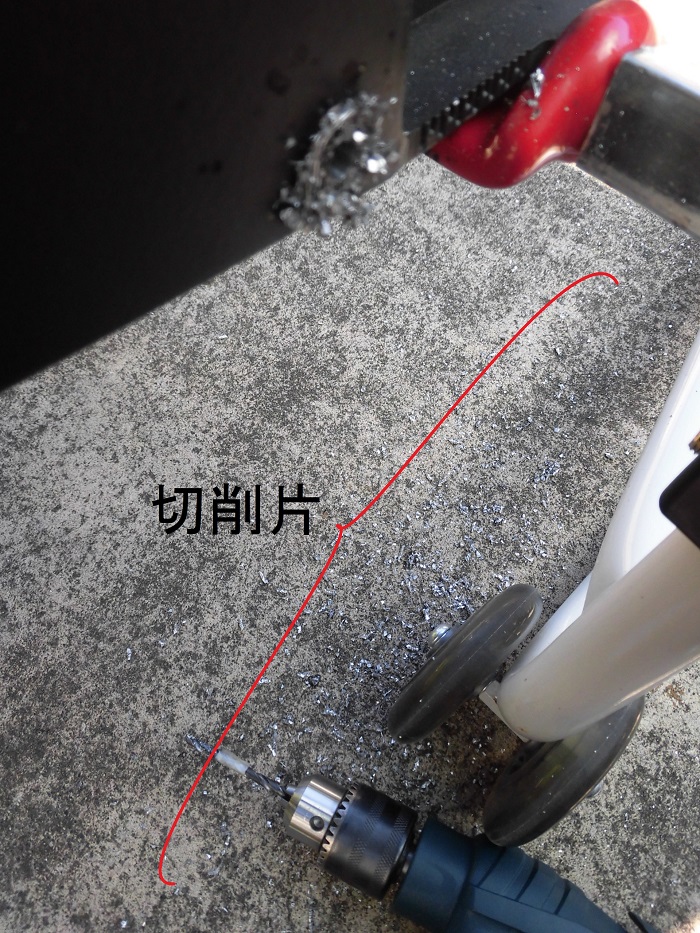
<切削片>
削った部分は中空ではなくアルミの塊なので、結構な切削片が出ました。
切削片がリアスタンドやチェーン周りに飛び散って、大変なことに。
あらかじめビニールシート等で被っておくべきでした。
穴の面取り

<穴の面取り>
13mmのドリルで、穴の面取りをします。
電動ドリルは使わず、手で軽く削りました。
ねじ加工 1

<ねじ加工 1>
タップ(M6のピッチ1.0)にタップハンドルを付けて、穴にねじを切っていきます(ねじ込んでいきます)。
切削油をつけながら、ゆっくり加工していきました。
ねじ穴清掃

<ねじ穴清掃>
あとは、パーツクリーナーとエアブローで、ねじ穴を清掃しました。
加工したねじ穴

<加工したねじ穴>
なんとか無事に加工することができました。
マフラーの傷
一方、右側も同じように進めましたが、マフラーがあるため作業性が悪く…

<マフラーの傷>
穴を加工する時に電動ドリルがマフラーに当たり、多少傷を付けてしまいました。(涙)
ねじ加工 2

<ねじ加工 2>
ねじを加工する時にタップハンドルがマフラーに当たりました。
なので、代わりにソケット(5.5mm)を付けたTバーハンドルを使いました。
スタンドフック取付け
次回は、加工したねじ穴に、いよいよスタンドフックを取り付けます。
(詳細は整備記録「スタンドフック取付け」をご覧ください。)

3. まとめ
芯が大きくずれることなく、台座に穴を開けることができました。
なお、仮にねじ穴の加工に失敗したとしても、
- 一回り大きいねじ穴を開ける
- リコイル等を打ち込む
ことにより、修復できる可能性はあります。
- ガイドバーを使うと、穴の芯が大きくずれない
- 切削片は意外と飛び散る
- 右側はマフラーがあるため、作業スペースが狭い







